选择分类:当前分类——当前分类
相关联或者相类似的文章:
常用NMEA-0183语句字段定义解释(915)
数字万用表套件830B制作说明(890)
GPS接收机射频前端电路原理与设计 (889)
ss570122的雕刻机制作过程(2)(861)
高频信号发生器的操作技能(851)
ss570122的雕刻机制作过程(1)(797)
ss570122的雕刻机制作过程(4)(723)
单片式晶体管速测仪(634)
ss570122的雕刻机制作过程(5)(633)
发布第一版TA8435超限电流(2.5A)控制板(628)
ss570122的雕刻机制作过程(完)(615)
修边机专用夹头制作过程(真正的制作)(603)
学会看NMEA-0183数据协议代码 (551)
自制亚微秒脉冲幅值测试仪(495)
ss570122的雕刻机制作过程(6)(476)
串联型稳压电源(475)
ss570122的雕刻机制作过程(7)(422)
yudongyang制作的雕刻机(402)
ss570122的雕刻机制作过程(3)(385)
电视方格信号发生器(早已经断货)(280)
现有 25 篇,分 2 页,第 1 页
首页 前页 后页 尾页
数字万用表套件830B制作说明(890)
GPS接收机射频前端电路原理与设计 (889)
ss570122的雕刻机制作过程(2)(861)
高频信号发生器的操作技能(851)
ss570122的雕刻机制作过程(1)(797)
ss570122的雕刻机制作过程(4)(723)
单片式晶体管速测仪(634)
ss570122的雕刻机制作过程(5)(633)
发布第一版TA8435超限电流(2.5A)控制板(628)
ss570122的雕刻机制作过程(完)(615)
修边机专用夹头制作过程(真正的制作)(603)
学会看NMEA-0183数据协议代码 (551)
自制亚微秒脉冲幅值测试仪(495)
ss570122的雕刻机制作过程(6)(476)
串联型稳压电源(475)
ss570122的雕刻机制作过程(7)(422)
yudongyang制作的雕刻机(402)
ss570122的雕刻机制作过程(3)(385)
电视方格信号发生器(早已经断货)(280)
首页 前页 后页 尾页
本站推荐:
修边机专用夹头制作过程(真正的制作)
|
作者:RV 原载:磁动力电子论坛 |
先上sw绘制的尺寸及3d图,定义为BX11夹头标准,呵呵。
 |
| 图1 |
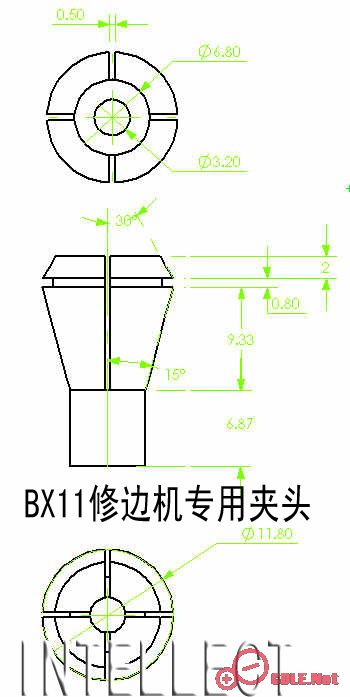 |
| 图2 |
开工,找不到合适的材料,用45#钢制作的东东没有弹性,只好用黄铜制作,发觉还不错,有一定弹性还比较好车并且相对耐磨。
 |
| 图3 |
 |
| 图4 |
对于可以车削的部分都没问题,现在难点来了:怎么开切口?,试过用钢锯开,开的口太大不说,还很难锯的直,这就想到了一个办法,利用车床上锯片铣刀开。
 |
| 图5 |
 |
| 图6 |
锯片铣刀厚度是50个丝,开出的口会稍大一点,不过已经比用钢锯开的漂亮和标准多了。
先上个老图吧,很明显的比较出用钢锯和锯片铣刀开出口的区别。
 |
| 图7 |
继续,几天车了3个夹头。
 |
| 图8 |
 |
| 图9 |
1、 本站不保证以上观点正确,就算是本站原创作品,本站也不保证内容正确。
2、如果您拥有本文版权,并且不想在本站转载,请书面通知本站立即删除并且向您公开道歉!
2、如果您拥有本文版权,并且不想在本站转载,请书面通知本站立即删除并且向您公开道歉!